新浪微博
新浪微博 騰訊微博
騰訊微博

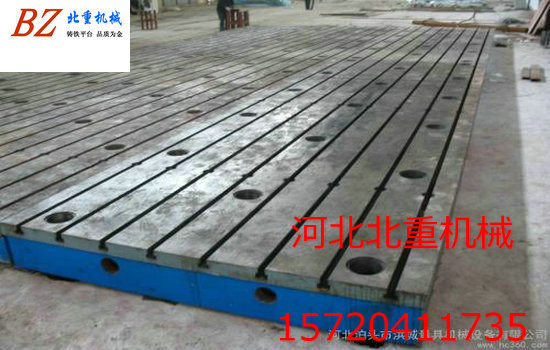
鑄鐵界搶手的焊接平臺綜合指數較高的都有哪些特點呢?
唯有依照嚴格的技術參數進行設計,嚴格把控生產,才能得到質量合格標準的焊接平臺,從而才有焊接平臺在機械制造、化工、五金、航空航天、石油、汽車制造、儀器儀表制造等行業中重要作用的體現。北重機械從建廠,十六年來一直嚴格自控把關產品質量,力求提供更優質的焊接平臺。
首先,對焊接平臺生產要遵循如下技術要求:
a、焊接平臺應采用優質細密的灰口鑄鐵或合金等材料制造,其工作面硬度應為170-220HB。
b、焊接平臺工作面不得有嚴重影響外觀和使用性能的砂孔、氣孔、裂紋、夾渣、縮松、劃痕、碰傷、銹點等缺陷。
c、焊接平臺的鑄造表面應清除型砂且平整,涂漆牢固
d、精度登記為0級-3級的焊接平臺工作面上,直徑小于15mm的砂孔允許用相同材料堵塞,其硬度應小于周圍材料的硬度。工作面堵塞的砂孔應不多于4個,且砂孔之間的間距應不小于80mm。
e、通常應采用刮削工藝。對采用刮削加工的3級平板工作面,其表面粗糙度Ra的zui大允許值為5um。
f、采用刮削工藝應進行涂色對研檢驗。對研后顯示的接觸點面積的比率見表3的規定:或者25mm×25mm正方形面積的接觸點數見表3的規定,且任意25mm×25mm中的接觸點數之間應不大于5點。
焊接平臺在澆注完成后開始用振動清沙和人工除沙并清理焊接平臺毛坯周圍的廢棄物,清沙完畢后鑄件自然放涼并開始diyi次回火(時效處理),鑄件在回火窯升溫至780°并在窯種和窯的溫度同時降至50°方可出窯。焊接平臺的鑄件在粗加工的時候使用的是濟南產龍門刨床和斷面銑床使焊接平臺四周及上下面成正方形或是長方形,如果需要開T型槽必須在刨完平面后放置一天后才能開T型槽或是U型槽、矩型槽等加工。如果客戶需要的精度較高個光潔度較高,那經過粗加工后必須用我廠自有的昆明機床廠產的6000*3000的數控龍門銑床進行精加工,數控龍門銑床加工后的精度直線度和平面度每米誤差0.008mm,光潔度可以控制在1.2以內經過人工拋光后光潔度zui高可以達到0.8。如果在焊接平臺上進行鉆孔或是絞螺紋孔也可以用數控龍門銑床進行一次性完成,精度高,光潔度高。焊接平臺同樣遵循市場選擇淘汰的準則,究其根本而言,恰恰是焊接平臺本身性能的提高,才使得其應用范圍更為廣泛,從而達到在各領域實操過程的脫穎而出,進而持續廣收業內好評,zui終造就了市場上的急缺兒,并且綜合指數較高的焊接平臺。
我公司始終將客戶的利益放在前面,深知我們的成功取決于您的成功與發展,并把這一理念貫穿于本公司從設計到售后服務的每一個環節,使我們的產品能夠幫助客戶提高公司效益,降低成本。我們的銷售和設計人員會仔細聆聽您的要求和需要,根據您的要求和需要進行設計和制造,幫助您獲得滿意的產品。